CO2潛弧焊使用大電流低電壓
2020年02月10日
新聞詳情
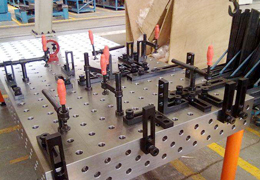
我們在實際焊接工作中,遇到大件厚件焊接時,通常想到CO2潛弧焊,就是使用大電流、低電壓、反接法、粗焊絲,在電弧力作用下,深入到熔池底部,排開液態金屬形成空腔,同時電弧深入到該空腔形成潛孤狀態的焊接。
其特點是:①焊縫熔深大;②熔敷效率是手弧焊5~10倍;③飛濺小;④穩定的電弧氣氛主要為金蒸氣,熔滴過渡易受外界影響而變化,沒有MIG焊射流那么穩定;⑤保護氣必須是CO2。
潛弧的形成是這樣的:大電流是主要條件,粗焊絲使得在同樣大小的電流值下有效小的電流密度,大電流可以獲得較大的挖掘動力,而較小的電流密度能保證電弧軸向壓力較均勻地施加到熔也底部,這樣即可以排開液態金,又不至于將液態金屬拋出熔池。同時,CO2氣氛由于高溫分解而產生的氧化性氣氛和對電弧的冷卻壓縮作用,一方面能使陰極斑點不斷在熔池表面產生,也即陰極斑點能夠較穩定地固定在電弧下方,從而使電弧的靜壓力比較集中;另一方面在電弧下潛之前,由于CO2氣體的壓縮作用,電弧電強度增大使得電孤變短,特別是在電弧電壓較低時,弧長變短有利于電弧集中和產生較大的挖掘動,并在熔池出現弧坑后,焊絲端頭因送絲自動跟進而顯潛弧狀態,潛弧后狀態立即變得非常穩定,由于金屬包圍了電弧,電弧的熱量更充分地加熱焊絲與母材,使得電弧空間充滿了金屬蒸氣。
這樣使得電場強度又要下降。焊絲表面的陰極斑點由集中向分散變化,即電弧將由焊絲端頭向上移動,由于電弧形態的改變了焊絲端頭的受熱受力情況,進而形成熔滴過渡為穩定的射滴或射流形式。