鑄鐵平臺如變形主要是壁厚不均勻或剛度較差
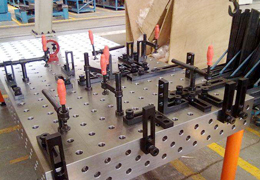
對于T型槽劃線鑄鐵平臺出現(xiàn)變形,其主要原因就是鑄件壁厚不均勻或剛度較差。所以在設計這類鑄鐵平臺鑄件時,將截面設計成對稱形狀,或加助板提高剛度結構方式,可以防止變形。T型槽劃線鑄鐵平臺壁的連接設計是否正確,對防止T型槽劃線鑄鐵平臺產生縮孔、縮松、變形、裂紋及粘砂等缺陷和提高鑄鐵平板鑄件質量都有很大的影響。鑄鐵平臺在設計中要特別注意以下幾方面:
1、T型槽劃線鑄鐵平臺的壁間鏈接處都應有鑄造圓角。無圓角結構T型槽平臺,在直角處鑄鐵積聚,熱節(jié)圓比別處大,易產生縮孔和縮松,且內側轉角處應力集中嚴重,易產生裂紋。
此外,灰鐵金屬易產生柱狀晶體,在直角處晶體直交,晶體間的結合力薄弱,平臺轉角處力學性能下降,了裂紋的產生。圓角還有利于造型,避免鑄型尖角損壞而形成砂眼,影響焊接平板美觀。
2、為了減少熱節(jié),避免鑄件產生縮孔、縮松等缺陷,平臺上筋板的連接應盡量避免交叉。筋板的連接應采用環(huán)形接頭。
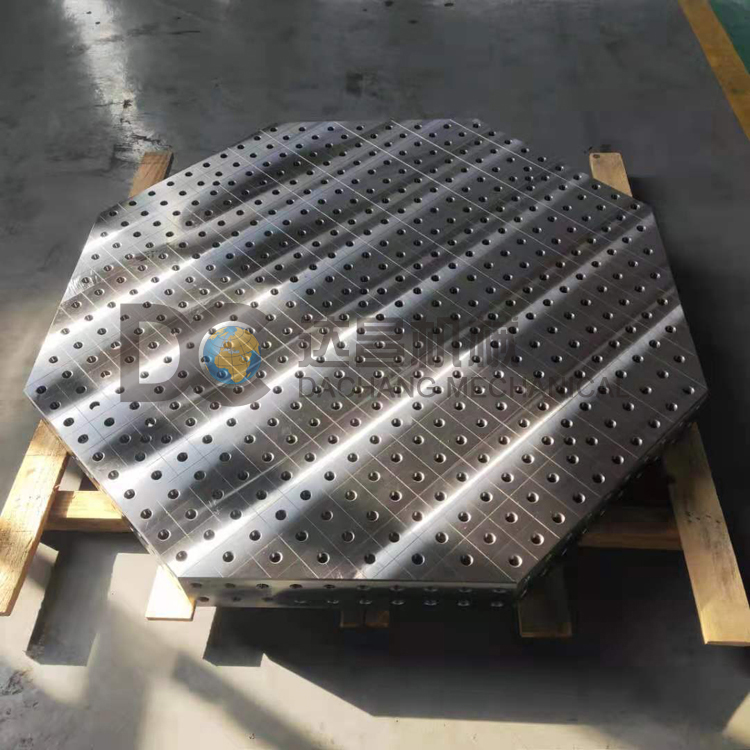
3、厚壁與薄壁間的鏈接要逐步過渡,設計鑄鐵平臺鑄件時,當壁厚不能保證均勻時,厚壁與薄壁的連接應采用逐步過渡的方法,以避免產生應力集中和裂紋。灰口鑄鐵劃線平臺表面淬火可以提高其硬度,灰鐵250材質淬火回硬度可達到HB210以上.為了提高某些鑄件的表面硬度以及疲勞強度,可采用表面淬火。灰口鑄鐵平板和球墨鑄鐵平板均可進行表面淬火。
T型槽劃線鑄鐵平臺鑄件在進行表面淬火前應進行正火(預先熱處理),以保證基體組織中珠光體量達到75%以上,這樣可以達到表面淬火的良好效果。淬火冷卻時,既要保證表面加熱層能充分完成馬氏體轉變,又不致產生淬火裂紋,所以一般不應冷透。如采用噴水冷卻時,噴水至250即可停止噴水,利用淬火余熱進行自回火。也可在淬火后及時送進回火爐中回火。
T型槽劃線鑄鐵平臺鑄件受阻收縮時,除了受化學成分、溫度和相變的影響外,還會受到一些外界阻力的影響。T型槽劃線鑄鐵平臺在鑄型中的收縮僅受到金屬表面與鑄型表面之間的摩擦阻礙,稱為自由收縮;如果T型槽劃線鑄鐵平臺在鑄型中的收縮還受到其他阻礙,則稱受阻收縮。很明顯,對于同一種合金,受阻收縮率小于自由收縮率。