劃線平臺的介紹及工藝
2019年02月13日
新聞詳情
劃線平臺的加工工藝:實型模型及工裝→實型鑄造→鑄件人工時效處理→粗加工→二次人工時效→精加工→人工刮研→檢驗合格→包裝。
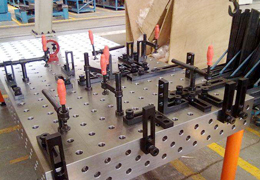
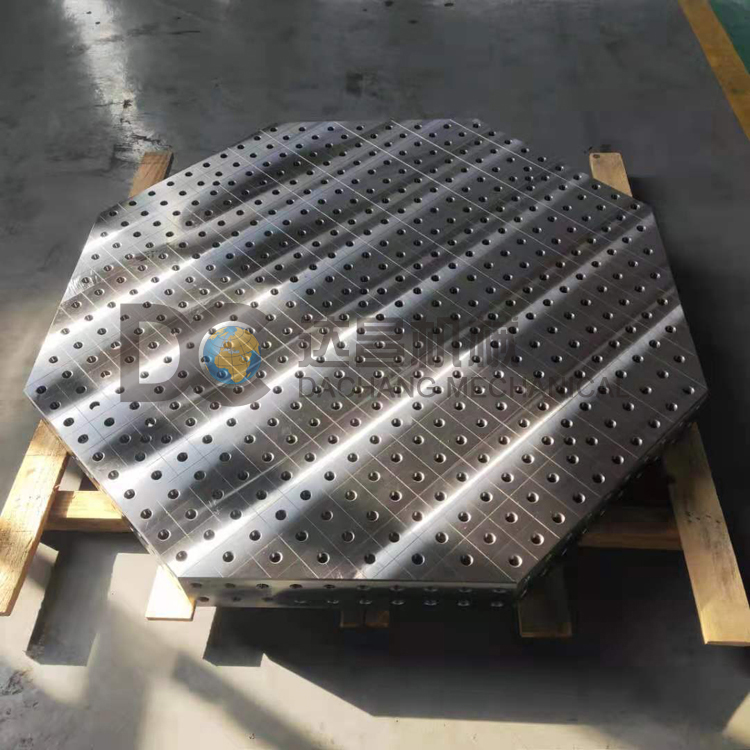
劃線平臺的工作面采用刮研工藝,工作面上可加工V形、T型、U型槽、燕尾槽、和圓孔、長孔等。
劃線平臺的設計、安裝、調試、驗收均按中華人民共和國“JB/T7974-1999”和JB/T7975-1999檢定標準及企業內控標準執行。
對于“3”級劃線平臺的工作面可以采用刨削工藝,刨削工作表面的表面粗糙度按輪廓算術平均偏差Ra值應不大于5um(按GB1031-83《粗糙度參數及其數值》)。
劃線平臺在制造過程中進行取樣理化試驗、金相分析,考核產品是否達到各項技術指標。
劃線平臺用完后擦凈,涂無水酸性的防銹油,覆蓋防潮紙,置于清潔干燥處存放。
劃線平臺使用前用無腐蝕性汽油,將工作面的防銹油洗凈,并用脫脂棉紗擦拭干凈,方可使用。溫度變化會使測量產生誤差,應在20±50C范圍內使用。
劃線平臺用時小心、嚴防碰撞。劃線平臺使用時用水平儀調整到水平,使支點均勻分布各支點上。