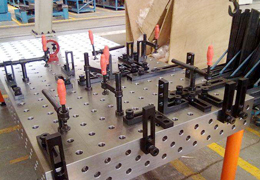
焊接平臺鑄件的結(jié)構(gòu)需要合理設(shè)計
2020年03月24日
新聞詳情
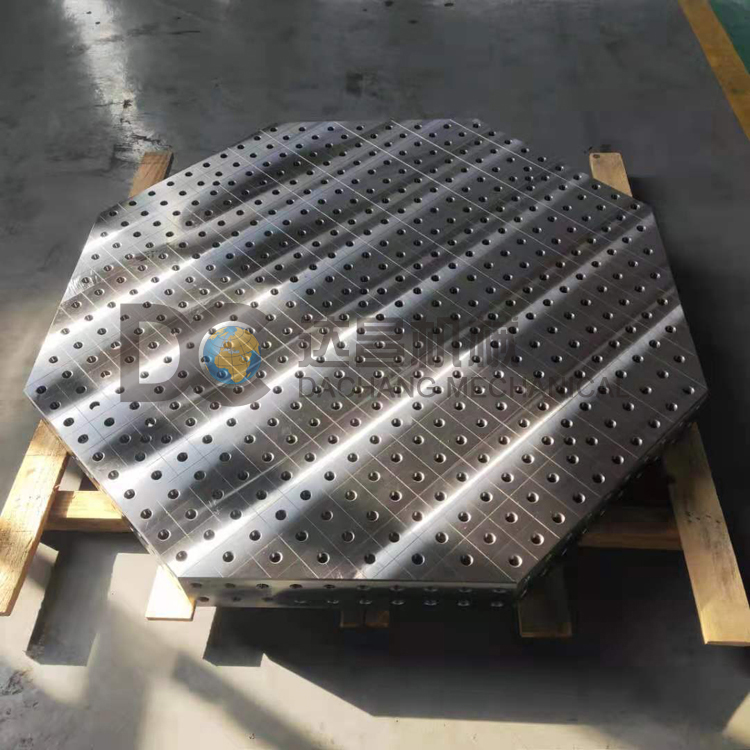
焊接平臺材質(zhì):高強度鑄鐵HT200-300工作面硬度為HB170-240,經(jīng)過兩次人工處理(人工退火550度-650度和自然時效半年以上)使用該產(chǎn)品的精度穩(wěn)定,耐磨性能好。
合理地設(shè)計焊接平臺鑄件的結(jié)構(gòu),焊接平臺的形狀愈復(fù)雜,各部分壁厚相差愈大,冷卻時溫度愈不均勻,鑄造應(yīng)力愈大。因此,在設(shè)計鑄件時應(yīng)盡量使鑄件形狀簡單、對稱、壁厚均勻。焊接平臺鑄件的變形往往使焊接平臺精度降低,嚴(yán)重時可以使鑄件報廢,應(yīng)予防止。因焊接平臺鑄件變形是由鑄造應(yīng)力引起,減小和防止鑄造應(yīng)力的辦法,是防止鑄件變形的有效措施。
焊接平臺鑄件時效處理是消除鑄造應(yīng)力的有效措施。時效分自然時效、熱時效和共振時效等。所謂自然時效,是將焊接平臺置于露天場地半年以上,讓其內(nèi)應(yīng)力消除。熱時效(人工時效)又稱去應(yīng)力退火,是將焊接平臺加熱到550-650℃,保溫2-4h,隨爐冷卻至150-200T,然后出爐。共振法是將焊接平臺在其共振頻率下震動10-60ndn,以消除焊接平臺中的殘留應(yīng)力。
焊接平臺鑄件采用同時凝固的工藝,所謂同時凝固是指采取一些工藝措施,使鑄件各部分溫差很小,幾乎同時進(jìn)行凝固。因各部分溫差小,不易產(chǎn)生熱應(yīng)力和熱裂,鑄件變形小。設(shè)法改善鑄型、型芯的退讓性,合理設(shè)置澆冒口等。同時凝固的示意圖,該工藝是在工件厚壁處加冷鐵,冒口設(shè)薄壁處。