三維焊接平臺鑄造嚴格按照加料順序
2019年10月07日
新聞詳情
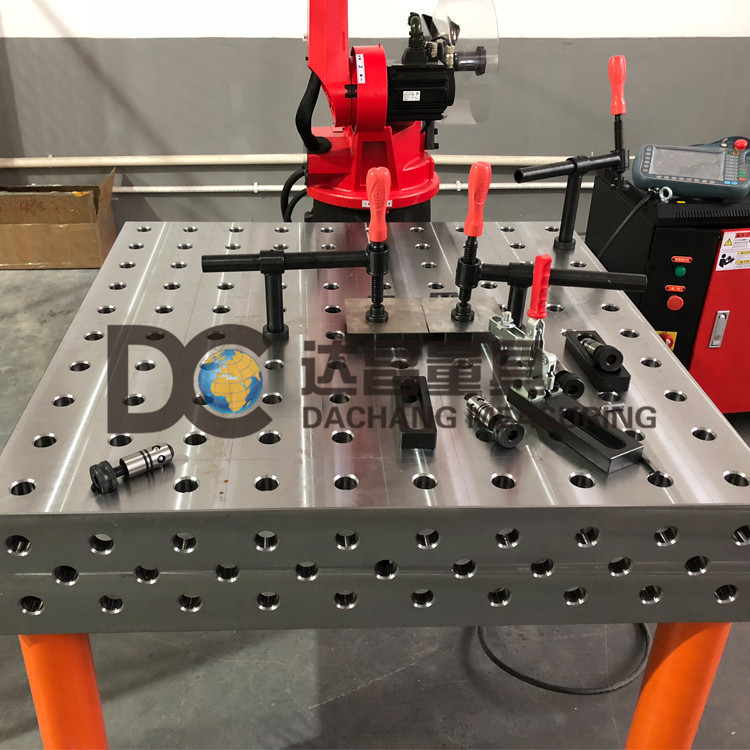
三維焊接平臺操作者要嚴格按工藝過程進行操作,歷求量具鑄件結構使模樣制造簡單方便,使分型面數目少,具有拔模斜度,砂芯數量要少,有合理的壁厚,連接處要有過渡。選擇合理的澆注系統,使量具鑄件順序凝固,以得到組織均勻的量具鑄件。T型槽鑄鐵平臺鑄造碾砂過程的控制,型砂的性能將直接影響量具鑄件的質量,因此,型砂應該具有良好的透氣性,濕強度、流動性、可塑性和退讓性等。
三維焊接平臺鑄造嚴格按照加料順序:舊砂-新砂-粘土-煤粉-水。混碾時間定在6~7min,混碾后進行約5h左右調勻。調勻后進行過篩、打松后再用,使型砂具有松散性,以提高透氣性、流動性等。鑄造澆注過程的控制。澆注前要對鑄水進行孕育和扒渣處理。在澆注過程中要不斷流、平穩,以避免沖砂而形成砂眼。跑火時要及時堵住漏鑄水的部位,并補足鑄水,以減少冷隔、澆不足等缺陷。鑄造清理過程的控制,清理過程是量具鑄件冷卻后從鑄型中清理量具鑄件,以獲得表面無缺陷的量具鑄件。