三維柔性焊接平臺設計時要注意的問題
2019年07月04日
新聞詳情
如今我國焊接行業發展快速,越來越多的高精度焊接產品成為企業生產的生產工具。三維柔性焊接平臺的主要功能是要保證焊接件的尺寸及減少焊接變形。所以重要的是要準確地知道焊接變形的特點,會如何變,向哪變,變多少,這都要能正確地進行定性和定量。單如果說焊接不變形,那這肯定是不可能的,掌握好要點后,就可以合理的進行三維柔性焊接平臺的設計了。
三維柔性焊接平臺設計時要注意的問題:
1.焊接后,工件拿不出來,這也是焊接時的收縮變形引起的,所以要合理的安排拆模的方式。
2.焊好后,尺寸不對了,因為焊接時大多是收縮變形,須在收縮的方向留有合適的余量。
3.焊好后,還是變開很大,要重新處理。這是夾具設計的剛性不足。工裝本身就已經變形了。
4.如果知道變形是工裝本身克服不了時,要考慮用反變形的辦法安排工裝夾具的定型定位。
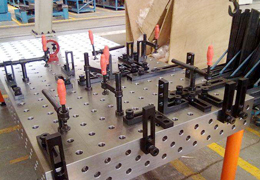
三維柔性焊接平臺特色:互換性強、穩定性高、精度確保、性價比高;適用于小批量多種類多標準的工件焊接和商品的安裝;
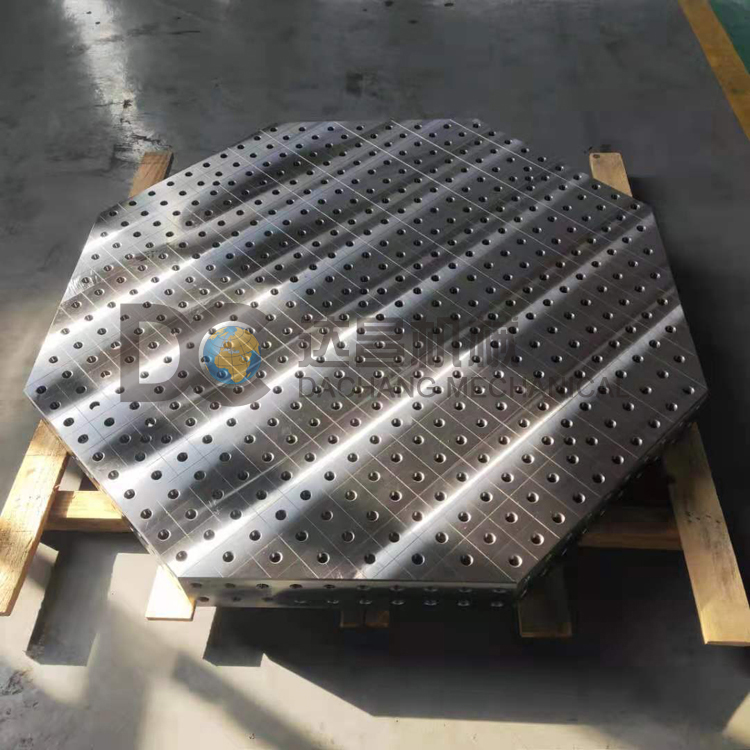
三維柔性焊接平臺商品分類:按孔系分為:Φ28和Φ16兩大系列,按構造分為二維柔性組合工裝和三維柔性組合工裝,工裝渠道按材料分為鋼件渠道和鑄鐵渠道以及復合板渠道;

三維柔性焊接平臺技能參數:28系列工裝渠道孔距為100mm,16系列工裝渠道孔距為50mm,渠道上均刻有相應的網格線,依據客戶請求,在渠道的兩直角邊上面能夠描寫毫米標度尺;
1.通用2D、3D工裝渠道(Φ16、Φ28孔系):
1.1工裝渠道的平面度:≤0.15mm/m2, 3D渠道平面與旁邊面的筆直度:≤0.15mm/m
1.2工裝渠道原料:鋼件(低合金鋼Q345),進行整體熱處理,消除內應力
1.3孔距方位公役±0.05mm以內
1.4 Φ16系列孔距為50mm,Φ28系列孔距為100mm
2.工裝夾具的主要輔件:
1.1 U型方箱、L型方箱:原料:Q345或HT250,平面度≤0.2mm/m2,筆直度≤0.15/200mm、平行度≤0.20/200mm
1.2 三維柔性焊接平臺支撐角鐵:原料:Q345或HT250,平面度≤0.2mm/m2,筆直度≤0.15/200mm、平行度≤0.20/200mm
1.3 定位件:原料:45#,平面度≤0.2mm/m2,筆直度≤0.15/200mm、平行度0.20/200mm
1.4 視點器:原料:45#,可依據刻度準確定位0至225度的恣意視點,視點調節準確到0.5度
1.5 鎖緊件:原料:45#,鎖緊力≥1.2T,調質處理HRC32~35°;鋼珠淬火處理HRC58~62°
1.6壓緊件:原料:45#,調質處理